车轮的硬度检验多采用便携式硬度计进行。检验车轮的踏面硬度时,沿车轮圆周方向在踏面上均匀测量3点,2点合格即为踏面硬度合格。
车轮踏面淬硬层深度的检验,主要是验证车轮的热处理加工工艺,是一种破坏性检验。可将一成品车轮用薄的片式铣刀将车轮剖开,垫实剖开的车轮,用硬度计在20mm处进行检验。铣刀时注意切削速度及冷却问题,避免切面过热。
作为一家专业从事起重机配件生产企业,昆峰重工对产品生产有着严格的标准与要求。
一、钢材要求
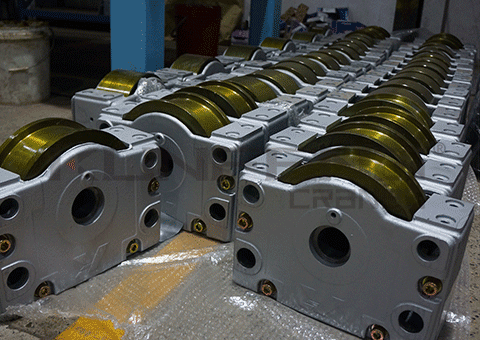
昆峰重工对铸造钢材有着明确要求。与市面上大多产品采用高碳碳素钢不同,昆峰重工在铸造车轮时,一般采用ZG340-640铸钢,有特殊要求时也可会采用65Mn、42CrMo锻件。
二、工艺要求
工艺是提高产品质量关键,昆峰重工针对产品工艺有着严格制作流程和标准品质要求。
1在加工铸钢车轮前,利用退火处理消除锻件内应力,然后用清砂处理;
2.要求车轮表面热处理时,淬硬层深度不少于15-20mm,产品硬度保证在HB300-380左右;
3.车轮踏面直径尺寸误差应符合GB/T 1801-1999标准中的h9要求;
4.车轮轮缘内侧面如果存在缺陷,则不能进行焊补。
5.目测成品车轮表面不能出现裂纹、不平等缺陷;
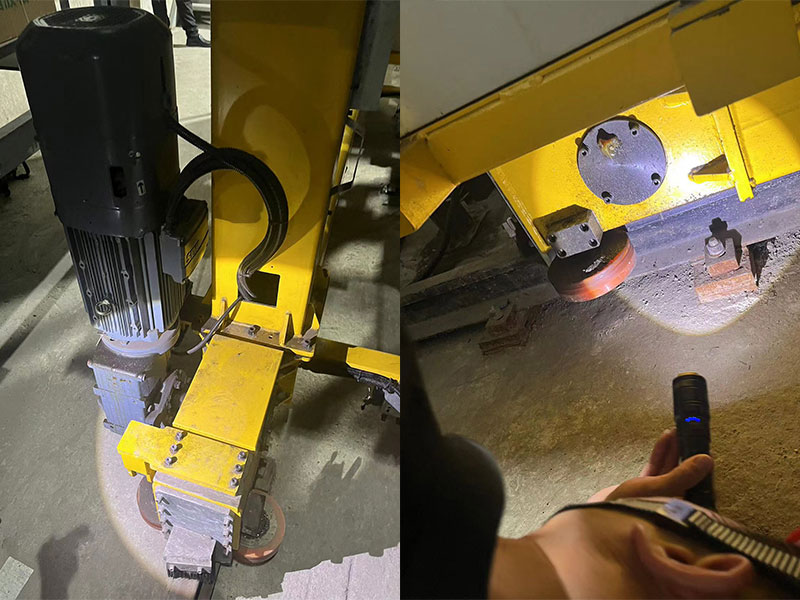
6.轴承箱支承平面应与车轮宽度中心面相平行,偏差不得超过 0.2mm;
7.车轮垂直方向倾斜度应不得大于 1mm;
三、标准检测
严卡质检,牢守安全。
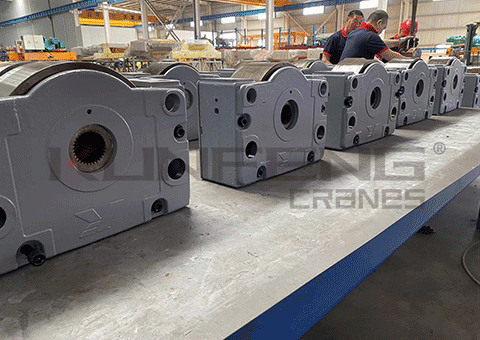
1.每一批车轮需历经自检,互检和专检三层检验工作;
2.检验员发现车轮锻件出现质量问题时,向相关技术人员及时反馈,若不能修复将直接报废处理;
3.车轮锻件加工检验合格后,检验员应在工序卡或记录卡上签字,签字之后方可转入下道工序;
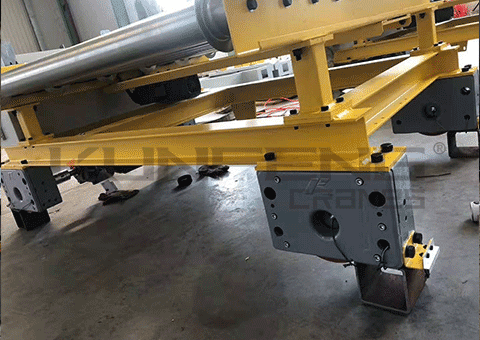
4.装箱发货前还应当对产品进行综合检查,确保客户产品使用无忧;
从选材到工艺再到质检,上起起重从细节出发,以严格标准,守护起重机用户使用效率及安全。